

Moule à biscuits à 16 cavités
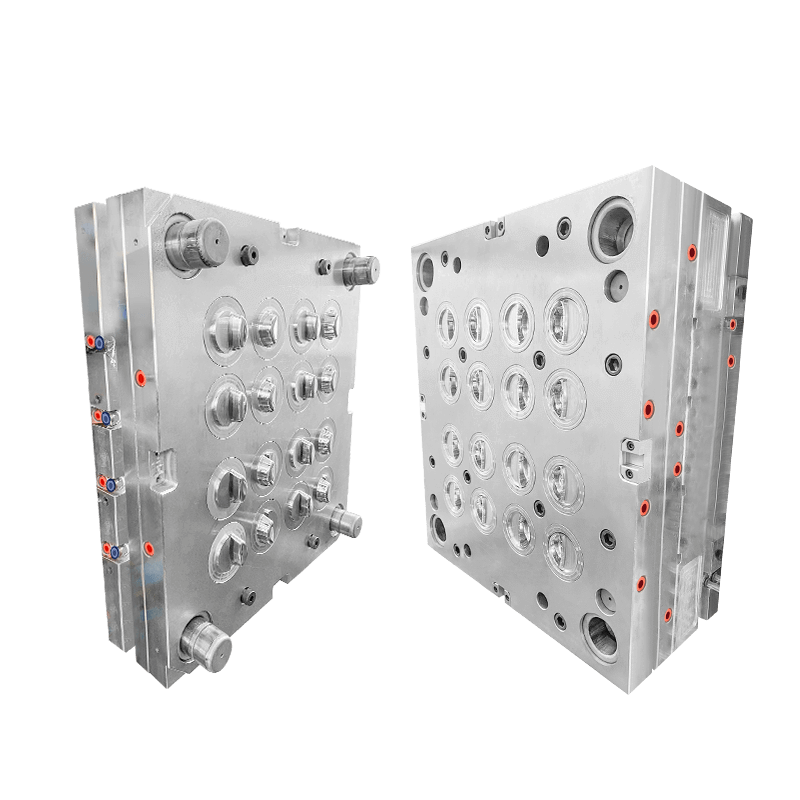
Durée de vie du moule : 3 à 5 millions de coups
Demande de surface : polissage élevé, haute brillance ou texture
Noyau et cavité : H13/S136/2083/2344/2085/ASSAB STAVAX ESR
Base de moule : P20/4CR13/2085/2316
Système de coureur : Coureur froid/marque chinoise/ YUDO/MASTER/HUSKY
Personnalisation : Disponible
Conception de moules : UG, CAD/CAM, PROE, etc.
traitement des moules: CNC, sculpté à grande vitesse, tour de contrôleur numérique, etc.
type de porte de moule : Porte de goupille, porte sous-marine, porte de valve etc.
type d'éjecteur de moule : dévisser par moteur, plaque de dévêtissage, manchon d'éjecteur, goupille d'éjecteur
Détails de l'emballage : emballage navigable Standard d'exportation.
Lieu d'origine : Taizhou, Chine
Nous portons une grande attention à la qualité des moules :
1.Assurez-vous de l'authenticité du matériau du moule : nous fournirons le certificat original du pays d'origine du matériau et l'original résistant à la chaleur du matériau.Le matériau avec une grande pureté, une bonne ténacité et une bonne aptitude au polissage est préféré.L'acier allemand et les matériaux ASSAB suédois se présentent sous la forme de ventes directes depuis l'usine d'origine, ce qui empêche la contrefaçon de matériaux.
2.Conception de moules avancée: coopérez avec des entreprises de moules haut de gamme du monde entier et disposez de concepts de conception de moules avancés et de dessins de conception de structures de moules avancés.
3. Structure de canaux chauds pour un remplacement facile : la conception de la structure de la buse est similaire à celle de la buse chaude du moule de préforme en PET. Le remplacement des pièces peut être effectué sur la machine.
FAQ:
Nous sommes toujours confrontés au problème des flashs, est-ce un problème de moule ou un problème d'injection ?
Tout d'abord, veuillez vérifier le montage de la pièce de moule, s'il est bien, puis veuillez ajuster les données d'injection.Il y aura plusieurs possibilités pour causer ce problème : (1) Pression d'injection trop élevée, (2) Force de serrage insuffisante, (3) Alimentation en matière trop importante, (4) Température de résine élevée, (5) Pression d'injection trop longue